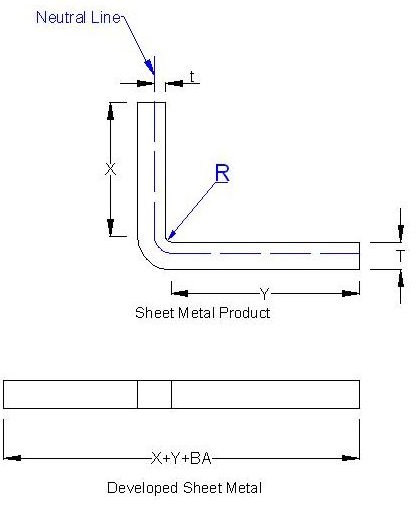
Sheet Metal Development Length Calculation Online

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Sheet Metal Flat Pattern Calculator Smlease Design
Sheet Metal Calculator Bend Allowance Equations And Calculator Engineers Edge

Bend Allowance Sheetmetal Me
Sheet Metal Design Guide Calculate Bending Allowance Accurately Bright Hub Engineering
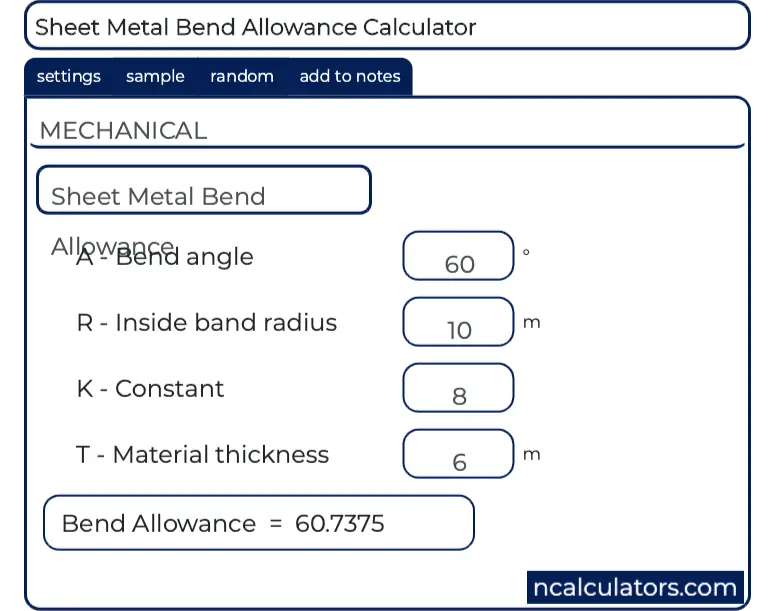
Sheet Metal Bend Allowance Calculator
We are going to review three bending scenarios with three different bending angles.
Sheet metal development length calculation online.

Fabrication Formulas Sheetmetal Me
Being Inventive Calculating Developed Length For Sheet Metal Bends Larger Than 90 Deg
Bend Allowance Calculator

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Sheetmetal Develope Length Calculation Youtube

How To To Measure Length Of Metal Sheet To Make A Cylinder Of A Certain Daimeter Quora
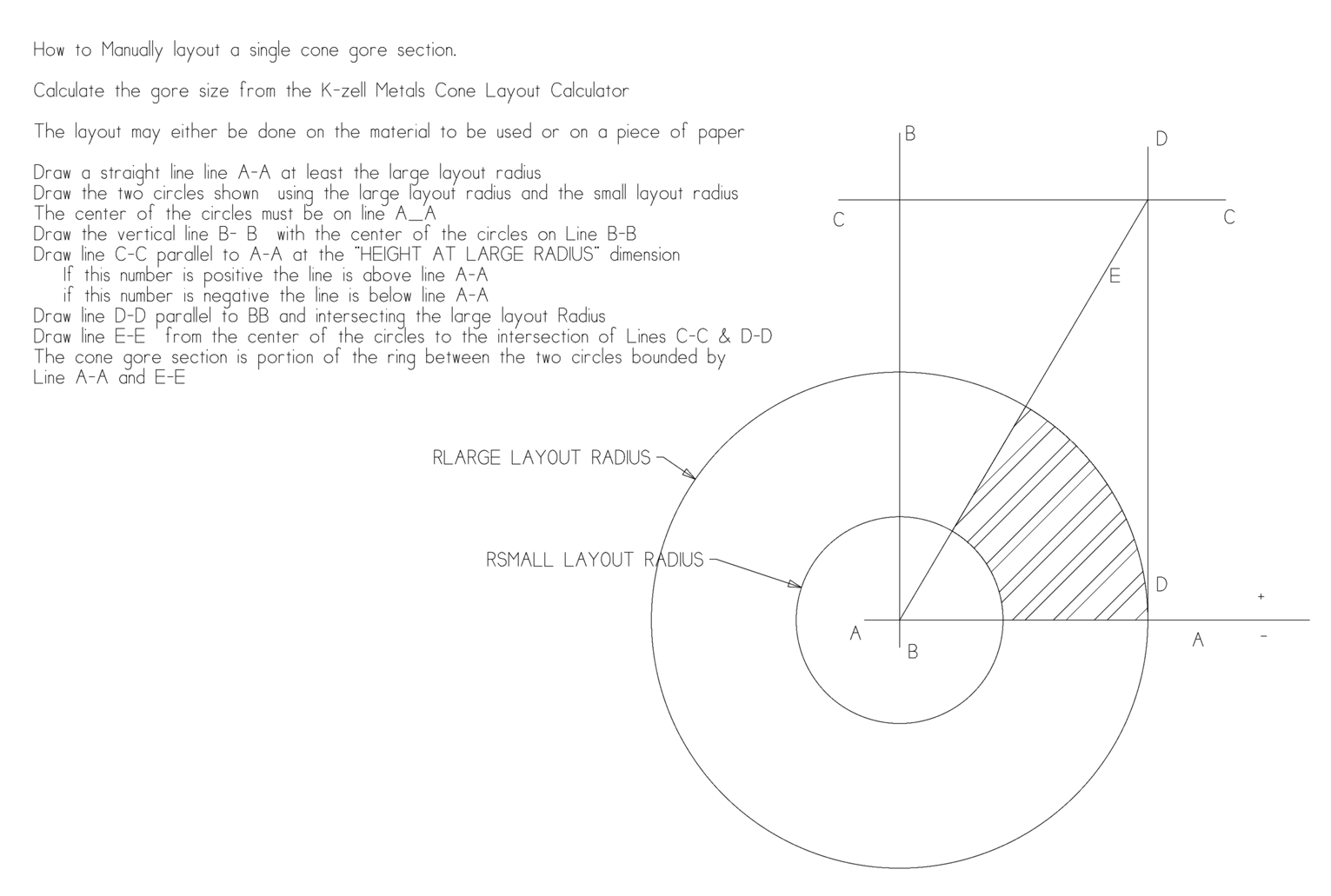
Cone Calculator Sheet Metal Flat Layout Formula K Zell Metals
About Y Factor And K Factor
Online Calculator Cone Development

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Bending

Sheet Metal Bending Is An Important Sheet Metal Manufacturing Process Accuracy Of The Finished Sheet Metal Bendin Sheet Metal Metal Design Metal Manufacturing

Sheet Metal K Factor Bend Allowance And Flat Length Calculations

Springback Sheet Metal Metal Forming Welding Projects
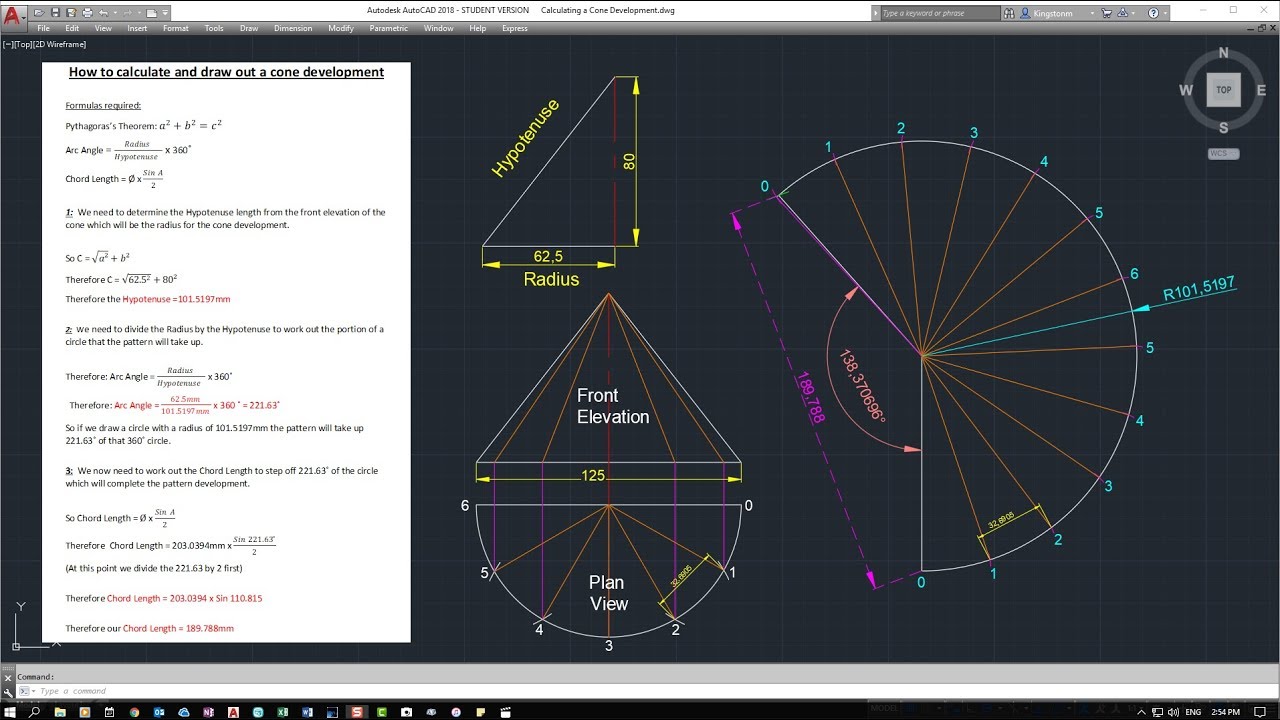
Calculating A Right Cone Pattern Development For Sheetmetal Fabrication Youtube

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Sheet Equations

Basics Formula Of Bar Bending Schedule Construction Estimating Software Design Build Firm Hallmark Movies Romance

Bending Metalworking Wikipedia The Free Encyclopedia Sheet Metal Metal Forming Metal Fabrication Tools

Epingle Sur Outils
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrtmripjkdcmrx4rqo4zprhcpcpvghteup3mbosbuaojrmc Fpm Usqp Cau

Operaciones De Conformado De Los Metales Metal Shaping Abkant 3d Cizimler Tasarim

Tom S Techniques Reference Reference Reference Chart Techniques
Bending Basics Strategies For Forming Offsets

Our New Press Brake Bending Tonnage Calculator For Calculation Of Necessary Force To Obtain The Specific Bend Of Press Brake Metal Bending Tools Metal Bending

From The Trenches With Autodesk Inventor Understanding Bend Allowance And Bend Dedcution In Inven Sheet Metal Fabrication Sheet Metal Drawing Sheet Metal Work
Source : pinterest.com
